
Les défauts de soudage sont des imperfections qui apparaissent dans un cordon de soudure ou dans la zone affectée par la chaleur. Ils peuvent réduire la résistance d’un assemblage métallique et compromettre la qualité ou la durabilité de la pièce.
Selon leur nature, ces défauts peuvent être visibles à l’œil nu, comme certaines projections ou fissures, mais ils peuvent aussi se situer à l’intérieur du métal soudé. Dans ce cas, ils sont plus difficiles à détecter et peuvent affaiblir l’assemblage sans être immédiatement visibles.
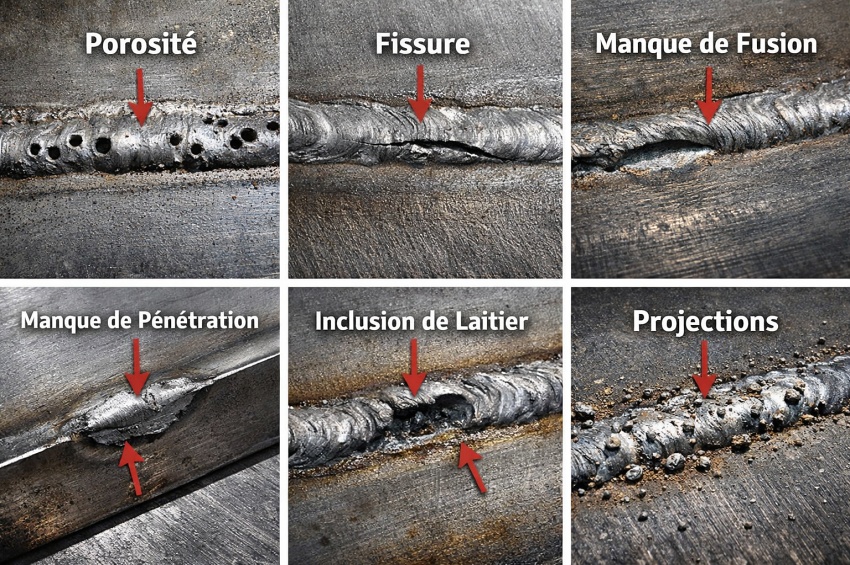
Les défauts de soudage les plus courants sont la porosité, les fissures, le manque de fusion, le manque de pénétration ou encore les inclusions de laitier. Ils sont généralement liés à un mauvais réglage du poste à souder, à une préparation insuffisante des pièces ou à une protection incorrecte du bain de fusion pendant le soudage.
Comprendre l’origine de ces défauts permet d’améliorer rapidement la qualité des soudures. Dans ce guide, nous présentons les principaux défauts rencontrés en soudage, leurs causes et les solutions les plus courantes pour les éviter.
En pratique : la plupart des défauts de soudage proviennent de trois causes principales : un mauvais réglage du poste, une préparation insuffisante des pièces ou une technique de soudage incorrecte.
Sommaire
1. Qu’est-ce qu’un défaut de soudage ?
Un défaut de soudage est une imperfection présente dans le cordon, dans la zone fondue ou dans la zone affectée thermiquement. Selon sa nature et son importance, il peut réduire la résistance mécanique de l’assemblage, favoriser l’apparition de fissures ou rendre la soudure non conforme aux exigences de qualité.
Certains défauts sont uniquement visuels, tandis que d’autres peuvent avoir des conséquences beaucoup plus graves sur la solidité, l’étanchéité ou la durabilité d’une pièce soudée. Dans l’industrie, leur détection peut se faire par contrôle visuel, ressuage, radiographie, ultrasons ou autres méthodes de contrôle non destructif.
2. Quelles sont les principales causes des défauts de soudage ?
Les défauts de soudage peuvent avoir plusieurs origines. Dans de nombreux cas, ils résultent d’un mauvais réglage du poste, d’une préparation insuffisante des pièces ou d’une technique inadaptée au métal travaillé.
- réglages incorrects du courant, de la tension ou de la vitesse d’avance ;
- mauvaise préparation des bords avant soudage ;
- présence d’humidité, de graisse, de rouille ou d’impuretés ;
- protection gazeuse insuffisante ou perturbée ;
- mauvais choix de procédé, d’électrode ou de métal d’apport ;
- gestuelle irrégulière ou vitesse de déplacement inadaptée ;
- absence de préchauffage ou refroidissement trop rapide sur certains métaux.
L’analyse de la cause réelle est essentielle, car un même défaut peut provenir de plusieurs facteurs combinés. Une soudure de mauvaise qualité n’est donc pas toujours liée à un seul paramètre.
3. Les principaux défauts de soudage
Porosité
La porosité correspond à la présence de petites cavités ou bulles de gaz emprisonnées dans le métal soudé. Elle peut être visible en surface ou se trouver à l’intérieur du cordon.
- Causes fréquentes : métal sale, humidité, gaz de protection insuffisant, débit mal réglé.
- Conséquences : perte de résistance mécanique, diminution de l’étanchéité, aspect irrégulier.
- Solutions : bien nettoyer les pièces, vérifier le gaz, protéger la zone contre les courants d’air.
Fissures
Les fissures sont parmi les défauts les plus critiques. Elles peuvent apparaître à chaud pendant le refroidissement ou à froid après soudage, parfois avec retard.
- Causes fréquentes : contraintes internes élevées, refroidissement trop rapide, métal sensible, mauvais choix de consommable.
- Conséquences : fragilisation importante de l’assemblage, risque de rupture en service.
- Solutions : adapter le métal d’apport, contrôler l’apport thermique, préchauffer si nécessaire.
Manque de fusion
Le manque de fusion apparaît lorsque le métal déposé ne fusionne pas correctement avec le métal de base ou entre deux passes successives.
- Causes fréquentes : intensité trop faible, vitesse trop rapide, mauvais angle de torche ou d’électrode.
- Conséquences : liaison incomplète, faiblesse locale, mauvaise tenue mécanique.
- Solutions : augmenter l’énergie de soudage, améliorer la préparation et corriger la gestuelle.
Manque de pénétration
Le manque de pénétration correspond à une fusion insuffisante à la racine du joint. Le métal n’atteint pas la profondeur attendue dans l’assemblage.
- Causes fréquentes : préparation du joint inadaptée, jeu insuffisant, courant trop faible.
- Conséquences : résistance réduite du joint, défaut critique sur les assemblages sollicités.
- Solutions : revoir le chanfrein, ajuster l’ouverture du joint et augmenter la pénétration.
Inclusion de laitier
Les inclusions de laitier concernent surtout les procédés utilisant des flux, comme le MMA. Elles correspondent à des résidus solides emprisonnés dans la soudure.
- Causes fréquentes : mauvais nettoyage entre les passes, angle de soudage incorrect, énergie insuffisante.
- Conséquences : discontinuités internes, affaiblissement du joint, défauts de conformité.
- Solutions : bien éliminer le laitier entre les passes et adapter les paramètres de soudage.
Projections
Les projections sont de petites gouttes de métal expulsées autour du cordon pendant le soudage. Elles n’affectent pas toujours directement la résistance, mais elles dégradent l’aspect et augmentent le travail de finition.
- Causes fréquentes : réglages inadaptés, arc instable, gaz mal choisi, paramètres incorrects en MIG/MAG.
- Conséquences : finition plus longue, nettoyage supplémentaire, aspect visuel médiocre.
- Solutions : optimiser les réglages, stabiliser l’arc et utiliser un anti-adhérent si nécessaire.
Principaux défauts de soudage et leur impact
Le tableau ci-dessous résume les défauts de soudage les plus courants, leurs causes et les solutions généralement utilisées en atelier pour améliorer la qualité des assemblages.
| Défaut | Cause fréquente | Conséquence possible | Gravité | Solution principale |
|---|---|---|---|---|
| Porosité | Humidité, surface contaminée, protection gazeuse insuffisante | Faiblesse du cordon et perte d’étanchéité | ⚠️ Moyenne | Nettoyer les pièces et vérifier le débit de gaz |
| Fissures | Contraintes thermiques élevées, refroidissement rapide | Risque de rupture du joint | 🚨 Élevée | Adapter l’apport thermique et utiliser un préchauffage |
| Manque de fusion | Énergie insuffisante ou vitesse de soudage trop élevée | Liaison incomplète entre les métaux | 🚨 Élevée | Augmenter l’intensité et corriger la technique |
| Manque de pénétration | Préparation du joint incorrecte ou courant trop faible | Fusion insuffisante à la racine du joint | 🚨 Élevée | Adapter le chanfrein et les paramètres de soudage |
| Inclusion de laitier | Mauvais nettoyage entre les passes | Discontinuité interne dans la soudure | ⚠️ Moyenne | Retirer le laitier entre chaque passe |
| Projections | Arc instable ou réglages incorrects | Aspect visuel dégradé et nettoyage supplémentaire | ℹ️ Faible | Optimiser les réglages du poste à souder |
4. Comment éviter les défauts de soudage ?
La prévention repose avant tout sur une bonne préparation, un matériel bien réglé et une méthode adaptée au métal soudé. Plus la procédure est maîtrisée, plus le risque de défaut diminue.
- préparer soigneusement les bords et nettoyer les surfaces ;
- choisir le bon procédé de soudage selon le métal et l’épaisseur ;
- utiliser des consommables compatibles et en bon état ;
- régler correctement le poste à souder ;
- protéger efficacement le bain de fusion ;
- respecter une vitesse de soudage régulière ;
- contrôler visuellement chaque passe et corriger rapidement les écarts.
Dans les environnements exigeants, il est également recommandé de formaliser les paramètres de soudage et de s’appuyer sur des essais ou des contrôles qualité pour limiter les défauts récurrents.
5. Conclusion
Les défauts de soudage ne doivent jamais être négligés, car ils influencent directement la qualité et la fiabilité d’un assemblage. Connaître leurs causes permet d’agir plus vite sur les réglages, la préparation et la technique utilisée. En atelier comme en industrie, la prévention reste la meilleure solution pour obtenir des soudures propres, solides et conformes.
À retenir
- Les défauts de soudage peuvent affecter la résistance, l’étanchéité et la durabilité d’un assemblage.
- Les plus courants sont la porosité, les fissures, le manque de fusion, le manque de pénétration, les inclusions de laitier et les projections.
- La plupart de ces défauts sont liés à une mauvaise préparation, à des réglages inadaptés ou à une technique de soudage insuffisamment maîtrisée.
- Une bonne préparation des pièces, un poste bien réglé et un contrôle régulier permettent de réduire fortement les risques.
À lire aussi
|
➤
Techniques et phénomènes de soudabilité Découvrez les principaux phénomènes liés au soudage, comme la ZAT, les contraintes thermiques et les facteurs qui influencent la qualité des assemblages. |
|
➤
Comparatif des procédés MIG/MAG, TIG et MMA Comparez les principaux procédés de soudage pour mieux comprendre leurs avantages, leurs limites et leur influence sur l’apparition de certains défauts. |
|
➤
Comment souder l’acier : techniques et précautions Apprenez à souder l’acier dans de bonnes conditions afin de limiter les risques de fissures, de manque de fusion ou de déformations thermiques. |
|
➤
Comment souder l’inox : procédés et conseils pratiques Le soudage de l’inox demande une bonne maîtrise des paramètres pour éviter les défauts liés à la surchauffe, aux déformations et à la perte de qualité du joint. |
|
➤
Comment souder l’aluminium : techniques MIG et TIG L’aluminium exige des réglages précis et une préparation rigoureuse pour éviter la porosité, le manque de pénétration et d’autres défauts fréquents. |
FAQ : défauts de soudage
Qu’est-ce qu’un défaut de soudage ?
Un défaut de soudage est une imperfection présente dans le cordon de soudure ou dans la zone affectée thermiquement. Il peut s’agir de porosités, de fissures, d’un manque de fusion, d’un manque de pénétration ou d’inclusions de laitier. Selon leur importance, ces défauts peuvent réduire la résistance mécanique d’un assemblage ou provoquer une rupture en service.
Quels sont les défauts de soudage les plus fréquents ?
Les défauts les plus courants rencontrés lors du soudage sont la porosité, les fissures, le manque de fusion, le manque de pénétration, les inclusions de laitier et les projections. Chacun de ces défauts peut apparaître si les paramètres de soudage sont mal réglés ou si la préparation des pièces est insuffisante.
Qu’est-ce que la porosité en soudage ?
La porosité correspond à la présence de petites bulles de gaz emprisonnées dans le métal fondu lors du soudage. Elle peut apparaître lorsque les surfaces ne sont pas propres, lorsque le gaz de protection est mal réglé ou lorsque l’humidité est présente sur les pièces ou les consommables.
Qu’est-ce que le manque de fusion en soudage ?
Le manque de fusion se produit lorsque le métal d’apport ne fusionne pas correctement avec le métal de base ou avec une passe précédente. Ce défaut crée une liaison incomplète entre les métaux et peut affaiblir considérablement l’assemblage.
Quelle est la différence entre manque de fusion et manque de pénétration ?
Le manque de fusion concerne l’absence de liaison entre les métaux soudés, tandis que le manque de pénétration se produit lorsque la fusion n’atteint pas toute la profondeur du joint. Dans ce cas, la racine de la soudure reste partiellement non fondue.
Pourquoi des fissures apparaissent-elles après le soudage ?
Les fissures peuvent apparaître à cause de contraintes thermiques importantes, d’un refroidissement trop rapide ou d’une composition métallurgique sensible du matériau. Elles peuvent se former pendant le refroidissement ou parfois plusieurs heures après la réalisation de la soudure.
Qu’est-ce qu’une inclusion de laitier ?
Une inclusion de laitier correspond à un résidu solide emprisonné dans le métal soudé. Ce défaut est fréquent avec les procédés utilisant des électrodes enrobées ou des flux. Il apparaît souvent lorsque le laitier n’est pas correctement retiré entre deux passes de soudage.
Les projections de soudure sont-elles un défaut ?
Les projections ne sont pas toujours considérées comme un défaut structurel, mais elles dégradent l’aspect de la soudure et nécessitent souvent un nettoyage supplémentaire. Elles apparaissent généralement lorsque les paramètres du poste ne sont pas optimaux ou lorsque l’arc est instable.
Comment éviter les défauts de soudage ?
Pour limiter les défauts de soudage, il est essentiel de bien préparer les pièces, de nettoyer les surfaces, de choisir les bons consommables et de régler correctement le poste à souder. Une technique de soudage régulière et un contrôle visuel entre les passes permettent également de réduire fortement les risques.
Comment détecter les défauts de soudage ?
Les défauts peuvent être détectés par inspection visuelle ou par des méthodes de contrôle non destructif comme le ressuage, la radiographie industrielle ou les ultrasons. Ces techniques permettent d’identifier les défauts internes ou invisibles à l’œil nu.
Pourquoi ma soudure fait des trous ?
Lorsque des trous apparaissent dans une soudure, il s’agit généralement d’un phénomène de porosité. Ce défaut est causé par des bulles de gaz emprisonnées dans le métal fondu pendant le soudage. La porosité peut apparaître si les surfaces sont mal nettoyées, si de l’humidité est présente sur les pièces ou si la protection gazeuse est insuffisante lors du soudage.
Ressources externes sur les défauts de soudage
Pour approfondir les défauts de soudage et mieux comprendre leurs causes et leurs méthodes de détection, voici quelques ressources techniques et guides spécialisés consacrés à la qualité des soudures et aux contrôles utilisés dans l’industrie.
🔹 Ressources en français
- 16 types courants de défauts de soudure : causes et solutions
- Défauts des soudures
- Les défauts de soudage en image les plus couramment rencontrés
