Phénomènes métallurgiques qui influencent la soudabilité
La soudabilité d’un métal ne dépend pas uniquement du matériau lui-même : elle est également influencée par les phénomènes thermiques et métallurgiques qui apparaissent lors du soudage. L’apport de chaleur modifie localement la structure du métal, en particulier dans la zone affectée thermiquement (ZAT), où peuvent se produire transformations métallurgiques, contraintes internes, déformations ou fragilisations. Selon le procédé utilisé, l’énergie apportée, la vitesse de refroidissement ou l’épaisseur des pièces, ces phénomènes peuvent influencer fortement la qualité du joint soudé.
Comprendre ces mécanismes est essentiel pour prévenir les défauts de soudage les plus courants, comme la fissuration, les déformations ou certaines imperfections métallurgiques. Une bonne maîtrise de la chaleur, du préchauffage éventuel, des paramètres de soudage et de la préparation des pièces permet d’améliorer la fiabilité et la résistance des assemblages soudés.
Dans cette section, nous expliquons les principaux phénomènes qui influencent la soudabilité : comportement de la ZAT, contraintes thermiques, risques de fissuration ou apparition de défauts lors du soudage. Chaque guide ci-dessous vous permettra de mieux comprendre ces mécanismes et d’identifier les bonnes pratiques pour réaliser des soudures plus fiables.
Lors du soudage, la chaleur ne modifie pas uniquement le bain de fusion : elle transforme aussi la structure du métal autour du joint. Cette zone, appelée zone affectée thermiquement (ZAT), peut voir apparaître des changements métallurgiques, des contraintes internes ou une augmentation de la dureté.
L’apport thermique correspond à l’énergie introduite dans le métal pendant le soudage. Il dépend de paramètres comme l’intensité, la tension et la vitesse de déplacement. Sa maîtrise influence directement la taille de la ZAT, la microstructure du métal et les déformations des pièces soudées.
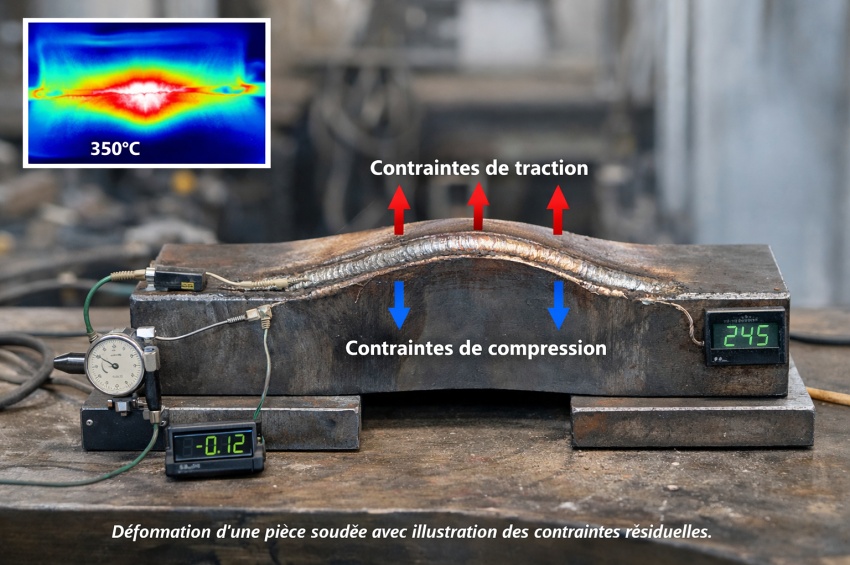
Lors du soudage, la dilatation puis le retrait du métal génèrent des contraintes internes appelées contraintes résiduelles. Ces tensions peuvent provoquer des déformations, fragiliser les assemblages et favoriser l’apparition de fissures si les paramètres thermiques ne sont pas correctement maîtrisés.
Le préchauffage en soudage consiste à chauffer le métal avant l’opération afin de réduire les contraintes thermiques et limiter les risques de fissuration. Cette technique améliore la qualité des soudures, notamment sur les aciers épais ou fortement alliés sensibles aux variations de température.
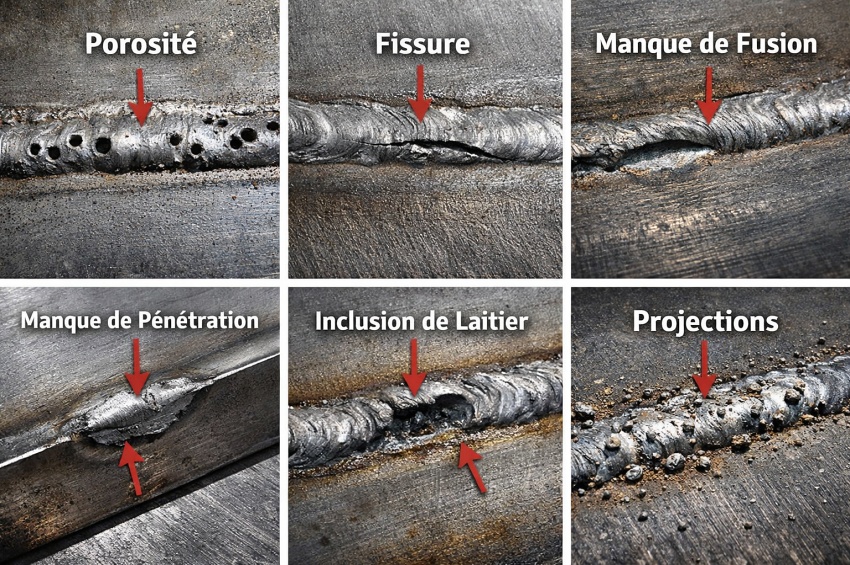
Les défauts de soudage peuvent compromettre la solidité et la qualité d’un assemblage métallique. Ce guide explique les principaux défauts rencontrés en soudure — porosité, fissures, manque de fusion ou de pénétration — ainsi que leurs causes, leurs conséquences et les solutions adaptées.
Phénomènes techniques qui influencent la soudabilité
Lors du soudage, le métal subit des cycles thermiques qui modifient localement sa structure et son comportement mécanique. Ces phénomènes concernent notamment la zone affectée thermiquement (ZAT), les contraintes internes, la vitesse de refroidissement et les transformations métallurgiques qui peuvent apparaître autour du joint.
L’importance de ces effets varie selon le procédé utilisé, l’apport thermique, l’épaisseur des pièces, la géométrie du joint et la préparation des bords. Une mauvaise maîtrise de ces paramètres peut favoriser l’apparition de défauts, de fragilisations locales ou de déformations après soudage.
Mieux comprendre ces mécanismes permet donc d’adapter les réglages, le préchauffage éventuel et la méthode de soudage afin d’obtenir des assemblages plus fiables et plus durables.
Défauts et contraintes liés au soudage
Lors du soudage, le métal est soumis à des cycles thermiques importants. La dilatation puis la contraction du matériau pendant le refroidissement peuvent générer des contraintes internes susceptibles de provoquer des déformations ou des fissures.
- Fissuration à chaud : peut apparaître pendant la solidification du métal fondu.
- Fissuration à froid : souvent liée à la présence d’hydrogène et aux contraintes internes.
- Porosité : formation de bulles de gaz piégées dans le cordon.
- Manque de fusion : liaison insuffisante entre le métal fondu et le métal de base.
- Déformations : provoquées par les variations thermiques pendant le soudage.
Une bonne préparation des pièces, un réglage adapté du courant et un contrôle de l’apport thermique permettent de limiter ces phénomènes et d’améliorer la qualité des assemblages soudés.
À retenir
- La soudabilité dépend fortement des phénomènes thermiques et métallurgiques du soudage.
- La zone affectée thermiquement (ZAT) joue un rôle clé dans la résistance du joint.
- Les contraintes thermiques peuvent provoquer déformations et fissures.
- Les défauts de soudage résultent souvent d’un mauvais contrôle de la chaleur ou des paramètres.
- Une bonne maîtrise des réglages et de la préparation des pièces améliore la qualité des soudures.
Principaux phénomènes influençant la soudabilité
| Phénomène |
Cause principale |
Conséquence possible |
| Zone affectée thermiquement (ZAT) |
Chaleur introduite lors du soudage |
Modification de la microstructure du métal autour du joint |
| Apport thermique |
Intensité, tension et vitesse de soudage |
Influence la taille de la ZAT et les déformations des pièces |
| Contraintes résiduelles |
Dilatation et retrait du métal lors du refroidissement |
Déformations, tensions internes ou fissures |
| Fissuration à chaud |
Solidification du bain de fusion |
Apparition de fissures dans le cordon de soudure |
| Fissuration à froid |
Présence d’hydrogène et contraintes internes |
Fissures retardées après refroidissement |
| Porosité |
Gaz piégés dans le bain de fusion |
Soudures poreuses et perte de résistance |
| Manque de fusion |
Apport d’énergie insuffisant ou mauvaise préparation |
Mauvaise liaison entre métal de base et métal fondu |
| Déformations |
Dilatation et contraction thermique du métal |
Pièces voilées ou géométrie modifiée |