
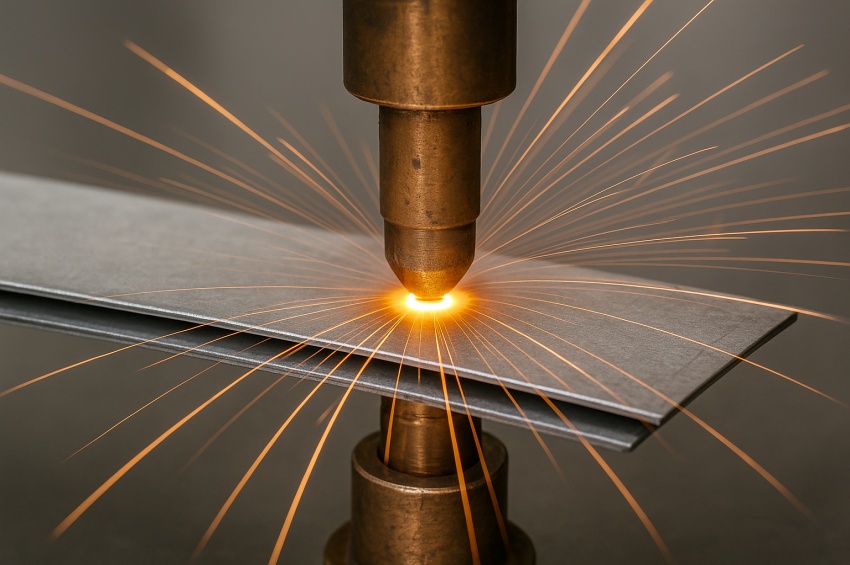
Le soudage par points par résistance est un procédé d’assemblage permanent permettant de relier deux ou plusieurs tôles métalliques grâce à la chaleur générée au niveau de leurs zones de contact. Rapide, précis et économique, il est largement utilisé dans la fabrication automobile, l’électroménager et la tôlerie fine. Le principe repose sur le passage d’un courant électrique de forte intensité entre deux électrodes, qui exercent simultanément une pression mécanique sur les pièces à souder.
Contrairement aux procédés à l’arc (TIG, MIG/MAG, MMA), le soudage par points n’utilise ni métal d’apport, ni flamme, ni gaz de protection. La fusion localisée est obtenue par l’effet Joule, sous l’action combinée du courant et de la pression. La solidification rapide du métal fondu forme un point de soudure résistant, appelé « nugget » ou noyau de soudure.
Sommaire
- 1. Principe du soudage par points par résistance
- 2. Les composants d’une installation de soudage par points
- 3. Les étapes du cycle de soudage
- 4. Les paramètres essentiels du procédé
- 5. Types de soudage par résistance
- 6. Avantages du soudage par points
- 7. Limites et précautions d’emploi
- 8. Applications industrielles
- 9. Sécurité et entretien
- 10. Innovations et automatisation
- 11. Comparaison avec les autres procédés de soudage
- 12. Perspectives d’avenir
- À retenir
- FAQ
1. Principe du soudage par points par résistance
Le procédé repose sur un principe simple : lorsqu’un courant électrique traverse deux pièces métalliques en contact, la résistance électrique au point de contact provoque un échauffement intense. Cet échauffement local fond le métal à l’interface, formant un bain de fusion qui, sous l’effet de la pression exercée par les électrodes, se solidifie pour créer une liaison métallique durable.
- Les pièces à assembler sont maintenues entre deux électrodes en cuivre de forme adaptée.
- Un courant de très forte intensité (jusqu’à 100 000 ampères) traverse brièvement le contact.
- La chaleur générée par effet Joule (Q = R × I² × t) provoque la fusion localisée du métal.
- Une pression mécanique constante est appliquée avant, pendant et après le passage du courant.
- Le métal fondu se solidifie en formant un noyau de soudure homogène et solide.
Ce principe simple permet de réaliser plusieurs soudures à la seconde sur des lignes automatisées, ce qui en fait une méthode privilégiée dans la fabrication en grande série.
2. Les composants d’une installation de soudage par points
Une installation de soudage par points comprend plusieurs éléments essentiels qui garantissent la précision, la stabilité du courant et la répétabilité du procédé.
- Les électrodes : généralement en alliage de cuivre-chrome-zirconium, elles conduisent le courant tout en résistant à la chaleur et à la déformation. Leur forme dépend du type de pièce et du type de point souhaité.
- La source de courant : un transformateur abaisse la tension du réseau (souvent 400 V) pour délivrer un courant très fort à basse tension (de 1 à 10 V).
- Le système de pression : souvent pneumatique ou hydraulique, il garantit une pression constante pendant la durée du cycle de soudage.
- Le contrôleur électronique : il régule la durée du courant, la pression et la séquence des opérations pour assurer la répétabilité.
- Le dispositif de refroidissement : un circuit d’eau refroidit les électrodes pour éviter leur surchauffe et prolonger leur durée de vie.
Selon la complexité du poste, l’installation peut être manuelle, semi-automatique ou entièrement robotisée. Dans les usines automobiles, les robots réalisent plusieurs milliers de points par véhicule en quelques minutes seulement.
À surveiller en maintenance
Pour conserver une qualité de soudure stable et éviter les défauts (points faibles, manque de fusion, surchauffe), certains éléments doivent être contrôlés régulièrement.
- Usure des électrodes : une électrode aplatie ou encrassée augmente la surface de contact, réduit la densité de courant et peut affaiblir le noyau de soudure.
- Alignement des pinces : un mauvais centrage entre les deux électrodes provoque une pression inégale, des points irréguliers et une usure accélérée.
- Refroidissement par eau : un débit insuffisant entraîne une surchauffe rapide, des électrodes qui se déforment et une baisse de répétabilité.
- Qualité des surfaces : oxydation, peinture, graisse ou revêtements mal maîtrisés peuvent perturber la résistance électrique et provoquer des défauts de soudure.
- Stabilité du courant : une alimentation instable ou un contrôleur mal réglé peut générer des points trop faibles (sous-soudage) ou au contraire des projections (sur-soudage).
3. Les étapes du cycle de soudage
Chaque point de soudure est obtenu en une succession d’étapes très précises et rapides, souvent mesurées en millisecondes.
- 1. Mise en contact : les pièces sont serrées entre les électrodes.
- 2. Application du courant : un courant intense traverse les pièces, provoquant la fusion locale.
- 3. Maintien de la pression : le courant est coupé, mais la pression reste appliquée pour assurer la solidification du noyau.
- 4. Relâchement : les électrodes se retirent, laissant un point soudé solide.
Ces phases peuvent être programmées automatiquement selon la nature du métal, l’épaisseur et la géométrie des pièces.
4. Les paramètres essentiels du procédé
La qualité d’une soudure par points dépend du réglage précis de plusieurs paramètres interdépendants :
- Intensité du courant : plus le courant est fort, plus la fusion est rapide. Cependant, un courant excessif peut provoquer des projections ou des trous.
- Durée du passage du courant : elle doit être suffisante pour former le noyau de soudure sans surchauffe.
- Pression exercée par les électrodes : une pression trop faible entraîne des éclaboussures, tandis qu’une pression trop forte empêche la fusion complète.
- État de surface : les oxydes, graisses et revêtements peuvent altérer la conductivité et la résistance du point.
- Forme et propreté des électrodes : une électrode usée ou encrassée modifie la répartition du courant.
Ces paramètres sont souvent ajustés automatiquement par les contrôleurs modernes, qui enregistrent et corrigent les dérives en temps réel.
Tableau récapitulatif : réglages et impacts sur la soudure
| Paramètre | Rôle principal | Risque si mauvais réglage |
|---|---|---|
| Intensité du courant (I) | Détermine la quantité de chaleur produite au point de contact | Sous-soudage (noyau trop petit) ou projections / perçage (I trop élevé) |
| Durée du courant (t) | Contrôle le temps de fusion et la taille du noyau | Noyau insuffisant (t trop court) ou surchauffe, déformation (t trop long) |
| Pression électrodes | Assure le contact électrique et la solidification correcte | Éclaboussures (pression trop faible) ou manque de fusion (pression trop forte) |
| État de surface | Influence la résistance électrique au point de contact | Points irréguliers, noyau instable, défauts de tenue mécanique |
| Forme des électrodes | Contrôle la densité de courant et la zone de fusion | Noyau trop large ou trop faible, usure rapide, marquage excessif |
| Refroidissement | Stabilise le procédé et limite la déformation des électrodes | Surchauffe, électrodes qui collent, baisse de répétabilité |
En pratique, le bon réglage repose toujours sur un compromis entre intensité, durée et pression. L’objectif est d’obtenir un noyau de soudure suffisamment large et homogène, sans projections ni déformation, tout en garantissant une répétabilité parfaite sur l’ensemble de la production.
5. Types de soudage par résistance
Le soudage par résistance regroupe plusieurs variantes adaptées à différents besoins industriels :
- Soudage par points : la méthode la plus courante, consistant à souder deux tôles en un point précis.
- Soudage par bossage : les points de contact sont prédéfinis par des reliefs emboutis, assurant un positionnement stable.
- Soudage par couture : une succession de points très rapprochés forme une soudure étanche, utilisée pour les réservoirs ou carters.
- Soudage bout à bout par résistance : les pièces sont mises bord à bord et soudées sur toute leur section.
- Soudage par projection : similaire au soudage par bossage, mais utilisé pour fixer écrous ou goujons sur des tôles.
Chacune de ces variantes utilise le même principe de base, mais avec des outillages et des cycles adaptés à la géométrie des pièces.
Quand utiliser chaque variante ?
Chaque type de soudage par résistance répond à un besoin spécifique. Le choix dépend principalement de la forme des pièces, du niveau d’étanchéité recherché et de la cadence de production.
- Soudage par points : idéal pour l’assemblage rapide de tôles (acier, inox) en production automobile, carrosserie, caissons et tôlerie.
- Soudage par bossage : recommandé lorsque l’on veut garantir un point de contact stable et répétable, notamment sur des pièces embouties ou des assemblages complexes.
- Soudage par couture : utilisé lorsque l’on recherche une liaison continue ou une étanchéité (réservoirs, bidons métalliques, échangeurs, carters).
- Soudage bout à bout par résistance : adapté aux barres, fils, profilés ou tubes, lorsque l’on veut une soudure sur toute la section.
- Soudage par projection : très utilisé pour fixer rapidement des écrous, goujons ou inserts sur des tôles, avec une excellente répétabilité.
6. Avantages du soudage par points
Le succès de ce procédé repose sur ses nombreux avantages techniques et économiques :
- Pas de métal d’apport ni de flux à manipuler.
- Procédé propre, sans fumée ni gaz.
- Très rapide et automatisable, idéal pour la production en série.
- Grande reproductibilité des soudures avec un contrôle électronique.
- Faible déformation thermique des pièces.
- Coût énergétique relativement bas par rapport à d’autres procédés.
Ces atouts expliquent sa place incontournable dans les lignes robotisées de l’industrie automobile et de l’électroménager.
7. Limites et précautions d’emploi
Malgré ses avantages, le soudage par points présente certaines limites :
- Les pièces doivent avoir une épaisseur similaire (souvent entre 0,5 et 3 mm).
- Le procédé est réservé aux métaux conducteurs (aciers, inox, aluminium, etc.).
- Les points ne sont pas étanches sauf en soudage par couture.
- Les électrodes s’usent rapidement, surtout avec l’aluminium ou les aciers galvanisés.
- Le contrôle de la qualité interne du point nécessite des tests destructifs ou ultrasonores.
Pour garantir des assemblages fiables, un entretien régulier du matériel et un contrôle qualité rigoureux sont indispensables.
Défauts courants et causes
En soudage par points, la plupart des défauts proviennent d’un mauvais compromis entre courant, temps, pression et état de surface. Identifier rapidement la cause permet d’éviter des séries entières de points non conformes.
- Noyau trop petit (point faible) : courant insuffisant, temps trop court, électrodes usées, surfaces oxydées.
- Projection / éclaboussures : courant trop élevé, pression trop faible, surfaces trop sales, mauvais contact.
- Perçage de la tôle : surintensité, durée trop longue, électrodes trop fines, mauvais refroidissement.
- Marquage excessif : pression trop forte, électrodes trop pointues, surfaces trop tendres (alu).
- Électrodes qui collent : surchauffe, manque de refroidissement, revêtements difficiles (galva), cycle mal réglé.
- Points irréguliers : dérive du contrôleur, variation d’épaisseur, mauvais alignement des pinces, usure non maîtrisée.
8. Applications industrielles
Le soudage par points est omniprésent dans les industries où la tôle mince domine :
- Automobile : carrosseries, structures de portières, toits et renforts internes.
- Aéronautique : assemblages de panneaux légers en aluminium.
- Électroménager : cuves, châssis, enveloppes métalliques.
- Mobilier métallique : armoires, casiers, structures de bureaux.
- Équipements électriques : armoires et coffrets de distribution.
Dans le secteur automobile, une voiture moyenne comporte entre 3 000 et 5 000 points de soudure, réalisés automatiquement par des robots de soudage par résistance.
Cas particulier : batteries et véhicules électriques
Avec l’essor des véhicules électriques, le soudage par résistance reste un procédé clé, notamment pour l’assemblage de certaines pièces en tôle et pour des applications proches, comme le soudage par projection (écrous, inserts) ou le soudage par résistance de languettes sur certains modules.
Dans ce contexte, la répétabilité et la maîtrise thermique sont essentielles : les pièces sont souvent fines, parfois revêtues, et la proximité d’éléments sensibles (isolants, polymères, composants électriques) impose un contrôle strict des cycles et du refroidissement.
9. Sécurité et entretien
Le soudage par résistance, bien que plus sûr que les procédés à l’arc, nécessite le respect de certaines précautions :
- Port obligatoire des EPI : gants isolants, lunettes, protections auditives (voir notre guide complet sur les équipements de protection du soudeur).
- Éviter tout contact avec les électrodes ou pièces sous tension.
- Assurer un bon refroidissement pour prévenir les brûlures et la surchauffe.
- Contrôler régulièrement les câbles, électrodes et connexions électriques.
Un entretien préventif régulier (nettoyage, remplacement des électrodes, vérification du système hydraulique) permet d’assurer la constance des résultats.
Risques spécifiques à connaître
Le soudage par points ne génère pas d’arc lumineux intense comme le TIG ou le MIG/MAG, mais il présente d’autres risques qu’il ne faut pas sous-estimer.
- Risque électrique : le courant est très intense, et même si la tension est faible, une installation mal isolée ou endommagée peut devenir dangereuse.
- Risque de pincement : les pinces exercent une forte pression, pouvant provoquer des blessures aux doigts ou aux mains.
- Brûlures : les tôles restent chaudes après le cycle, et les électrodes peuvent atteindre des températures élevées en production continue.
- Projection ponctuelle : en cas de mauvais réglage (pression trop faible, surintensité), des éclaboussures de métal peuvent survenir.
- Eau + électricité : le refroidissement par eau impose une vigilance particulière (fuites, tuyaux, raccords) pour éviter les incidents.
10. Innovations et automatisation
Les progrès récents en électronique, robotique et intelligence artificielle ont transformé le soudage par résistance :
- Les robots de soudage dotés de contrôleurs intelligents optimisent en temps réel la durée du courant et la pression.
- Les systèmes de contrôle adaptatif détectent les défauts de contact et corrigent automatiquement les paramètres.
- La traçabilité numérique permet d’enregistrer chaque point de soudure pour un suivi qualité complet.
- Les sources à moyenne fréquence réduisent la consommation énergétique et améliorent la stabilité du courant.
Ces innovations placent le soudage par résistance au cœur de l’industrie 4.0, avec des systèmes interconnectés et auto-adaptatifs.
11. Comparaison avec les autres procédés de soudage
Comparé aux procédés à l’arc, le soudage par points se distingue par :
- Une vitesse d’exécution nettement supérieure.
- Une absence de métal d’apport et donc de préparation de joint.
- Une meilleure répétabilité dans les séries industrielles.
- Mais une limitation d’épaisseur et un champ d’application plus restreint.
Chaque procédé répond à des besoins spécifiques : le soudage par points complète parfaitement le MIG ou le TIG pour les assemblages de tôles minces et répétitifs.
Tableau comparatif : soudage par points vs MIG/MAG vs TIG vs MMA
| Procédé | Type d’assemblage | Épaisseurs typiques | Avantages principaux | Limites |
|---|---|---|---|---|
| Soudage par points (résistance) | Tôles superposées, points localisés | 0,5 à 3 mm (souvent) | Très rapide, automatisable, sans métal d’apport, faible déformation | Limité aux tôles, non étanche (sauf couture), accès nécessaire des deux côtés |
| MIG/MAG | Assemblages variés (bout à bout, angle, recouvrement) | 1 à 15 mm (selon réglages) | Productif, polyvalent, adapté aux grandes longueurs, facile à automatiser | Gaz nécessaire, projections possibles, sensible au vent en extérieur |
| TIG | Soudures précises, finition haute qualité | 0,5 à 8 mm (selon métal) | Très propre, cordons fins, excellent contrôle, idéal inox et aluminium | Lent, plus technique, moins productif en grande série |
| MMA (électrode enrobée) | Assemblages robustes, chantier, réparations | 2 à 30 mm (selon électrode) | Simple, polyvalent, idéal extérieur, pas de gaz, matériel économique | Scories, fumées, productivité plus faible, finition moins propre |
En résumé, le soudage par points est imbattable pour l’assemblage rapide et répétitif de tôles en production industrielle, tandis que le MIG/MAG, le TIG et le MMA restent plus polyvalents dès que l’on sort du cadre de la tôle mince ou que l’on cherche une soudure continue et étanche.
12. Perspectives d’avenir
Les développements futurs du soudage par résistance portent sur :
- L’amélioration de la durée de vie des électrodes grâce à de nouveaux alliages.
- Le soudage des matériaux composites et multicouches avec adaptation automatique des paramètres.
- L’intégration dans les lignes de production connectées avec supervision en temps réel.
- L’optimisation énergétique pour une fabrication plus durable.
La combinaison de la robotique, de l’IA et de la gestion des données en fait une technologie d’avenir pour la production industrielle intelligente.
À retenir
- Le soudage par points par résistance repose sur l’effet Joule et la pression mécanique.
- Procédé rapide, propre et automatisable, idéal pour l’assemblage de tôles fines.
- Il est utilisé massivement dans l’automobile, l’aéronautique et l’électroménager.
- Les paramètres clés sont : courant, pression, durée et état de surface.
- Les innovations récentes renforcent sa précision, sa traçabilité et son efficacité énergétique.
FAQ sur le soudage par points par résistance
Quelle est l’épaisseur maximale des tôles soudables ?
En général, le procédé s’applique à des tôles de 0,3 à 3 mm d’épaisseur. Au-delà, la fusion devient inégale et la pression difficile à contrôler.
Quels matériaux peut-on souder ?
Principalement les aciers doux, les aciers galvanisés, l’inox et certaines nuances d’aluminium. Les matériaux très conducteurs comme le cuivre sont plus complexes à souder.
Combien de temps dure une soudure ?
Le cycle complet (pression, courant, refroidissement) dure entre 0,1 et 1 seconde, selon les réglages et les matériaux.
Comment contrôler la qualité d’un point de soudure ?
Des tests destructifs (arrachement, cisaillement) ou non destructifs (ultrasons, résistométrie) permettent d’évaluer la résistance mécanique et la taille du noyau.
Peut-on souder des métaux différents ?
Oui, mais le contrôle du courant et de la pression devient plus complexe. Des électrodes et paramètres spécifiques sont nécessaires pour compenser les différences de conductivité.
Pourquoi les électrodes s’usent-elles aussi vite ?
Les électrodes subissent des cycles thermiques répétés et des contraintes mécaniques élevées. Elles peuvent s’aplatir, s’oxyder ou se contaminer par transfert de matière (notamment sur l’aluminium et certains aciers revêtus), ce qui modifie la densité de courant et dégrade la qualité des points.
Peut-on souder des tôles galvanisées par points ?
Oui, le soudage par points est couramment utilisé sur les aciers galvanisés. Toutefois, le revêtement peut accélérer l’usure des électrodes et nécessite souvent un réglage plus précis du courant et du temps de soudage.
Pourquoi certains points laissent-ils une marque trop visible ?
Un marquage excessif peut provenir d’une pression trop forte, d’électrodes trop pointues ou usées, ou d’un courant trop élevé. La forme des électrodes et la maîtrise du cycle sont essentielles pour limiter l’empreinte sur les pièces visibles.
Quelle est la différence entre soudage par points et soudage par couture ?
Le soudage par points réalise des soudures localisées, tandis que le soudage par couture enchaîne des points très rapprochés (souvent avec des électrodes en forme de roulettes) afin d’obtenir une soudure continue, parfois étanche.
Le soudage par points est-il adapté à l’inox ?
Oui, l’inox peut être soudé par points, mais il demande une bonne maîtrise des réglages. Sa résistance électrique et sa conductivité thermique influencent la formation du noyau, et les électrodes doivent être en bon état pour garantir une répétabilité correcte.
Pourquoi les électrodes collent-elles parfois aux tôles ?
Le collage peut être causé par une surchauffe (courant trop élevé ou temps trop long), un refroidissement insuffisant ou une surface difficile (galvanisé, aluminium). Une électrode trop chaude favorise l’adhérence du métal.
Peut-on réaliser un soudage par points à la main ?
Oui, il existe des postes manuels (pinces ou machines de table) pour la petite tôlerie. Cependant, la qualité dépend fortement de la pression appliquée, de la stabilité des réglages et de l’état des surfaces.
Le soudage par points peut-il remplacer le MIG/MAG ?
Non, car le soudage par points est limité aux tôles en recouvrement et ne permet pas de réaliser des cordons continus. En revanche, il complète très bien le MIG/MAG pour la production rapide de pièces répétitives.
Vous avez maintenant une base solide pour comprendre le fonctionnement du soudage par points par résistance, ses réglages essentiels, ses avantages et ses limites. En maîtrisant les paramètres clés (courant, temps, pression, électrodes), vous pouvez obtenir des points fiables et répétables, adaptés aux exigences de la production industrielle moderne.




