
Lors du soudage, la chaleur ne modifie pas seulement le bain de fusion et la zone affectée thermiquement. Elle provoque aussi des déformations locales, des variations de retrait et des efforts internes qui restent piégés dans la pièce une fois le joint refroidi. Ces efforts, appelés contraintes résiduelles, peuvent influencer la stabilité dimensionnelle, la tenue mécanique et la durabilité de l’assemblage.
Comprendre leur origine est important pour mieux maîtriser la qualité d’une soudure, en particulier sur les pièces épaisses, les structures fortement sollicitées ou les matériaux sensibles à la fissuration. Ce guide explique ce que sont les contraintes résiduelles, pourquoi elles apparaissent et quelles méthodes permettent de les limiter.
Sommaire
- 1. Qu’est-ce qu’une contrainte résiduelle
- 2. Pourquoi elles apparaissent lors du soudage
- 3. Influence de la chaleur et du refroidissement
- 4. Conséquences sur les pièces soudées
- 5. Méthodes pour limiter les contraintes
- 6. Techniques de traitement après soudage
- À retenir
- À lire aussi
- FAQ
- Ressources externes
1. Qu’est-ce qu’une contrainte résiduelle
Une contrainte résiduelle est un effort interne qui subsiste dans un matériau après la fin d’une opération de fabrication, sans qu’aucune charge extérieure ne soit appliquée. Dans le cas du soudage, ces contraintes restent présentes dans la pièce après le refroidissement complet du joint.
Elles apparaissent parce que certaines zones du métal ont été chauffées, dilatées puis refroidies plus vite ou plus lentement que d’autres. Comme toutes les parties de la pièce ne se déforment pas de manière uniforme, des tensions internes se créent et restent bloquées dans la structure.
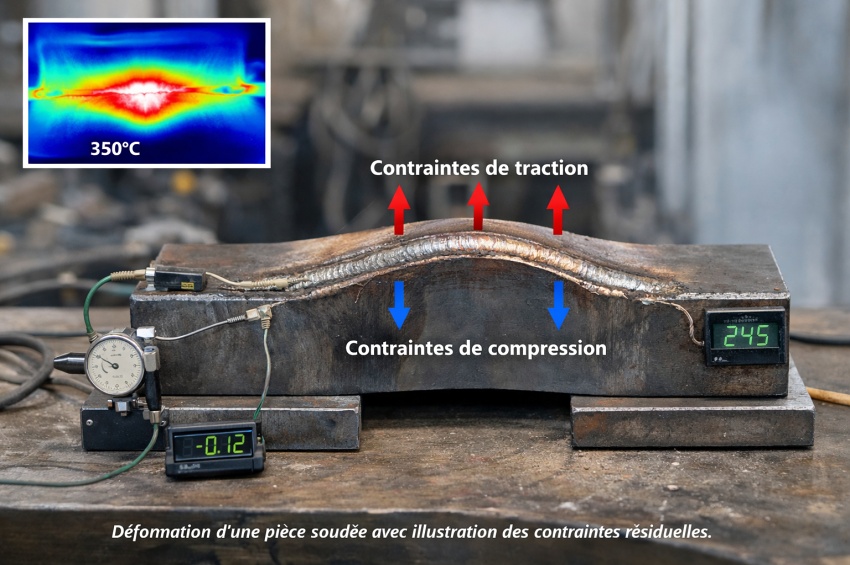
Les contraintes résiduelles peuvent être de traction ou de compression. En soudage, les contraintes de traction sont particulièrement surveillées car elles peuvent favoriser les déformations, la fissuration ou la fatigue de la pièce sur le long terme.
2. Pourquoi elles apparaissent lors du soudage
Le soudage est un procédé très localisé. Une zone réduite reçoit une forte quantité d’énergie thermique, tandis que le reste de la pièce demeure plus froid. Cette différence de température provoque une dilatation locale du métal chauffé, puis un retrait lors du refroidissement.
Comme la matière voisine s’oppose à ces mouvements, la zone soudée ne peut pas se contracter librement. Cela génère des efforts internes entre le cordon, la zone affectée thermiquement et le métal de base. Une fois la température revenue à l’équilibre, ces efforts ne disparaissent pas entièrement et deviennent des contraintes résiduelles.
Le phénomène est encore plus marqué lorsque la pièce est épaisse, fortement bridée, soudée sur une grande longueur ou réalisée avec plusieurs passes. Plus l’assemblage empêche le retrait naturel du joint, plus les contraintes internes peuvent devenir importantes.
3. Influence de la chaleur et du refroidissement
L’importance des contraintes résiduelles dépend en grande partie de l’apport thermique et de la manière dont la pièce refroidit. Un apport de chaleur élevé peut provoquer une dilatation plus importante, suivie d’un retrait plus marqué. À l’inverse, un refroidissement trop rapide peut figer brutalement certaines zones et augmenter les tensions internes.
La géométrie de la pièce joue aussi un rôle essentiel. Une tôle fine ne réagit pas comme une pièce massive. Sur des épaisseurs importantes, les gradients thermiques entre la zone soudée et le reste du composant peuvent être très élevés, ce qui accentue les contraintes.
La séquence de soudage, le nombre de passes, le préchauffage éventuel et la température entre passes influencent également la répartition thermique. En pratique, plus le cycle thermique est mal maîtrisé, plus le risque de contraintes résiduelles élevées augmente.
4. Conséquences sur les pièces soudées
Les contraintes résiduelles peuvent avoir plusieurs effets négatifs sur un assemblage soudé. Le premier est la déformation de la pièce : cintrage, gauchissement, retrait longitudinal ou transversal. Ces défauts compliquent le montage et peuvent nécessiter des opérations de redressage.
Elles peuvent aussi réduire la tenue en service de la structure. Dans certaines conditions, des contraintes de traction résiduelles élevées favorisent l’apparition de fissures, notamment sur les matériaux sensibles ou lorsque la pièce subit ensuite des efforts mécaniques, des vibrations ou des cycles thermiques.
Enfin, elles influencent la durée de vie en fatigue et la stabilité dimensionnelle de l’ensemble. Sur des pièces de précision, des assemblages mécano-soudés ou des structures soumises à des charges répétées, leur maîtrise devient particulièrement importante.
- Déformations après soudage
- Risque accru de fissuration
- Baisse possible de la résistance en fatigue
- Problèmes d’assemblage ou de tolérances
- Perte de stabilité dimensionnelle dans le temps
5. Méthodes pour limiter les contraintes
La réduction des contraintes résiduelles commence dès la préparation du soudage. Une bonne conception de l’assemblage permet déjà de limiter les retraits excessifs. Il est souvent préférable d’éviter les géométries trop rigides, les surépaisseurs inutiles ou les cordons disproportionnés.
Le choix des paramètres de soudage a aussi une grande importance. Il faut rechercher un apport thermique adapté, un nombre de passes cohérent et une séquence de soudage qui répartit mieux les retraits. Le soudage alterné, symétrique ou par passes équilibrées permet souvent de réduire les efforts internes.
Le préchauffage peut également aider dans certains cas, notamment sur les aciers plus sensibles. En diminuant l’écart thermique entre la zone soudée et le métal de base, il contribue à adoucir les gradients de température et à réduire les tensions générées pendant le refroidissement.
- Optimiser la conception du joint
- Réduire les bridages excessifs
- Adapter l’apport thermique
- Prévoir une séquence de soudage équilibrée
- Utiliser le préchauffage lorsque nécessaire
- Contrôler la température entre passes
6. Techniques de traitement après soudage
Lorsque les contraintes résiduelles sont trop élevées ou que la pièce doit répondre à des exigences importantes, il est possible de mettre en place des traitements après soudage. La méthode la plus connue est le traitement thermique de détente, qui consiste à chauffer la pièce à une température contrôlée puis à la refroidir progressivement afin de diminuer les efforts internes.
D’autres techniques peuvent être utilisées selon les cas, comme le martelage contrôlé, le grenaillage de précontrainte, certains traitements mécaniques de surface ou encore des procédés spécifiques de redressage. Le choix dépend du matériau, de la géométrie de la pièce et des performances attendues en service.
Ces traitements ne sont pas systématiques. Ils sont surtout employés sur des structures soudées critiques, des ensembles de forte épaisseur, des pièces soumises à la fatigue ou des applications industrielles exigeantes où la maîtrise des contraintes internes est essentielle.
À retenir
- Les contraintes résiduelles sont des efforts internes qui restent dans la pièce après le soudage.
- Elles proviennent des dilatations et retraits inégaux causés par la chaleur puis le refroidissement.
- Elles peuvent entraîner des déformations, favoriser la fissuration et réduire la tenue en fatigue.
- Leur niveau dépend de l’apport thermique, de la géométrie, du bridage et de la séquence de soudage.
- Une bonne préparation du joint et des paramètres adaptés permettent de les limiter.
- Un traitement thermique après soudage peut être utilisé pour détendre la pièce dans les cas critiques.
À lire aussi
|
➤
Zone affectée thermiquement (ZAT) en soudage La zone affectée thermiquement est la partie du métal dont la structure est modifiée par la chaleur du soudage. Elle joue un rôle important dans la formation des contraintes internes et dans la résistance finale de l’assemblage. |
|
➤
Défauts de soudage : causes et solutions Les défauts de soudure peuvent être liés à des paramètres incorrects, à des contraintes internes trop élevées ou à une mauvaise préparation des pièces avant assemblage. |
|
➤
Préchauffage en soudage : rôle et avantages Le préchauffage permet de réduire les écarts thermiques lors du soudage et contribue à limiter les contraintes résiduelles ainsi que les risques de fissuration. |
|
➤
Comparatif des procédés MIG/MAG, TIG et MMA Chaque procédé de soudage possède un apport thermique différent, ce qui influence directement la formation de la ZAT, les déformations et les contraintes internes. |
|
➤
Techniques et phénomènes de soudabilité Découvrez les principaux phénomènes métallurgiques liés au soudage : zone affectée thermiquement, contraintes thermiques, fissuration et facteurs influençant la qualité des assemblages. |
FAQ
Les contraintes résiduelles sont-elles toujours dangereuses ?
Non, pas systématiquement. Elles sont présentes dans de nombreuses pièces soudées sans provoquer de problème immédiat. En revanche, elles deviennent plus critiques lorsque l’assemblage est soumis à la fatigue, à des efforts importants, à des chocs thermiques ou à un risque de fissuration.
Quelle est la différence entre contrainte résiduelle et déformation ?
La contrainte résiduelle correspond à un effort interne piégé dans le matériau, tandis que la déformation est une modification visible de la forme de la pièce. Une pièce peut contenir des contraintes résiduelles sans déformation apparente, ou présenter les deux phénomènes en même temps.
Le préchauffage permet-il de supprimer les contraintes résiduelles ?
Le préchauffage ne les supprime pas totalement, mais il peut les réduire. En limitant les écarts de température et en ralentissant le refroidissement, il aide à diminuer les gradients thermiques responsables des tensions internes.
Quand faut-il réaliser un traitement thermique après soudage ?
Ce traitement est surtout envisagé sur des pièces épaisses, des assemblages fortement sollicités, des équipements sous pression ou des structures pour lesquelles la réduction des contraintes internes est essentielle. Le besoin dépend du matériau, de la norme applicable et des conditions de service.
Les contraintes résiduelles favorisent-elles les fissures ?
Oui, en particulier lorsqu’il s’agit de contraintes de traction élevées combinées à un matériau sensible, à une mauvaise préparation ou à un refroidissement défavorable. Elles peuvent alors contribuer à l’apparition de fissures à chaud ou à froid.
